



We use cookies to ensure we give you the best experience on our website. By clicking Agree you accept our Privacy and Cookies Policy.
AI and Machine Vision quality control software

Industry
Industrial automation
Location
India
Platform
Desktop
Cooperation
10+ years
About the project
The Client specializes in industrial vision-based software and has over a decade of experience in this domain. The solution is designed for automated quality control in manufacturing processes with Machine Vision and Artificial Intelligence.
Challenge
From a business perspective, our solution had to deal with the following challenges manufacturers face:
- The necessity to bring new products to the market within very short timeframes
- Constantly increasing customer expectations for excellent quality
- High cost-effectiveness to stay competitive
Technically, the complexity of the project was about:
- Creation of a fully-fledged MVVM application with a user interface, multiple layers, different permission, and setting up levels
- Management of communication between WPF UI side and devices’ software written in C++
Targeting devices were image-based barcode readers with high-resolution sensors. They are internationally used in applications across industries, such as automotive, electronics, intralogistics, catering, packing, document processing, and healthcare
Solution
Every product goes through various stages of quality control. If the manufacturing process is streamlined, it is more likely the product will meet the set quality standard. The machine vision allows obtaining real-time-data from the shop floor and automates quality inspection. The systems are running smoothly in the field with virtually no maintenance and downtime.
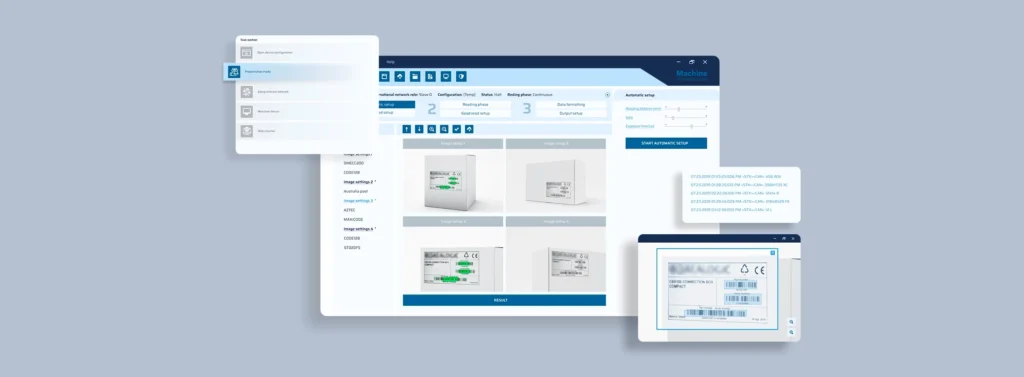
We created the User Interface client application that provides reading device configuration for Stand Alone and Master/Slave configurations. It is installed in a desktop application and runs on Windows-based PCs (usually laptops). The connection is established through the Ethernet TCP/IP interface. It also provides visual monitoring of images stored in an Image Database, either locally on the device or a local or remote PC.
Key features:
- PackTrack™ Calibration for omnidirectional reading and tracking stations used in Logistics applications.
- Statistic and diagnostic information at reading station level.
- Communication with devices with Apache Thrift – an interface definition language and binary communication protocol for defining and creating multilingual services.
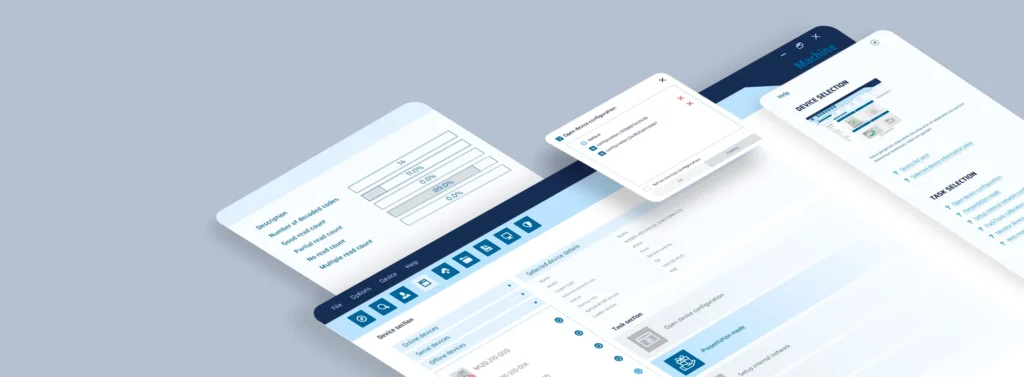
- We created numerous high-end controls to simplify the following operations:
- Clustering many devices and using Multiview.
- Visual setup that represents a complicated system of I/O interaction for a great number of devices and view at the same time.
- Management of the device learning process from the photos it takes.
- The application changes the look and capabilities depending on the device’s potential and the user’s permission. It allows multiplying views of all possible variants and purposes. Among them, there are liquid lens calibration, simple user monitoring, admin user configuration view, and PackTrack™ Calibration.
- The collection of statistics and decoded information allows automating the process at its best.
- Simultaneous Device Monitoring is performed by different remote PCs.
- Three different user access levels.
- Real-time User and Session Language configuration.
- System configuration.
- Dynamic content and automatic page update.
- Possibility to test different devices using their Simulators.
Technologies

C#


WPF


MVVM


XAML


C++


Apache Thrift


XML/Xsd databases


IoC


Unit Tests
Business value
The solution allows manufacturers to tap into Machine Vision and AI’s potential to automate quality control, get data insights from the software, and thus significantly improve production processes. The automated quality assurance enables better management of increasing product range and shortening time to market cycle.